




중국의 전문 5축 가공 제조업체이자 공급업체인 Sanluo Precision은 복잡한 부품의 5축 동시 가공을 마스터하여 항공우주, 자동차 금형, 의료 기기 및 에너지 장비와 같은 고급 산업에 맞춤형 서비스를 제공합니다. 우리는 복잡한 표면과 특수 구조의 정밀 가공을 달성하여 고급 제조의 엄격한 요구 사항을 완벽하게 충족합니다.
| 치수 정확도 | OD | ID | DP | 남서 | GD |
| 단위: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| 기하학적 정확도 | 진원도 | 동축성 | 원통형 | 대칭 | 위치 공차 |
| 단위: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| 생산능력 | 1~999999개 | 1~999999개 | 1~999999개 | 1~999999개 | 1~999999개 |
| 생산주기 | 3~20일 | 3~20일 | 3~20일 | 3~20일 | 3~20일 |
검사 장비:CMM, 비전 측정 시스템, 프로젝터, 레이저 직경 게이지, 레이저 간섭계, 거칠기 테스터, 진원도 테스터, 도구 현미경, 실체 현미경, 마이크로미터, 핀 게이지, 다이얼 표시기, 높이 게이지, 캘리퍼스, 게이지 블록, 경도 테스터, 나사산 게이지.
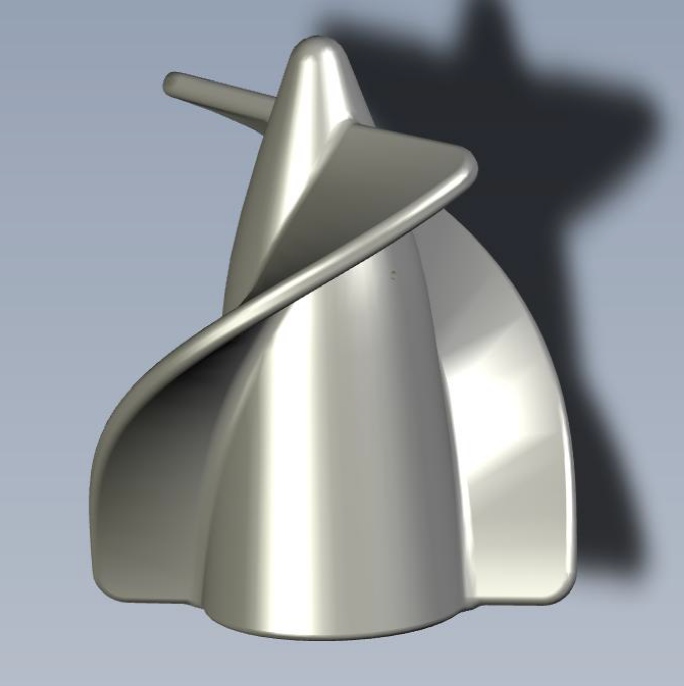
전문 5축 가공 제조업체인 당사는 항공우주, 자동차, 의료 및 에너지 부문 전반에 걸쳐 복잡한 자유형 표면 가공에 탁월한 능력을 발휘합니다. 고급 CAM 프로그래밍 및 전용 툴링과 결합된 당사의 5축 동시 기술은 높은 정확도, 뛰어난 표면 조도 및 공구 표시 단계 제거를 보장합니다.
요점:복잡한 표면 가공에 대한 당사의 검증된 전문 지식은 까다로운 형상을 프로토타입부터 본격적인 제조에 이르기까지 가장 까다로운 산업 표준을 지속적으로 충족하는 생산 준비 구성 요소로 전환합니다.
우리는 세계적 수준의 공작 기계, 지능형 공정 제어 및 포괄적인 보조 시스템을 통해 5축 가공을 지원합니다. 우리 시설은 프로토타입부터 대량 생산에 이르기까지 중대형 부품에 대해 안정적이고 반복 가능한 정밀도를 보장합니다.
요점:통합 장비 기반, 지능형 공정 제어 및 엄격한 공정 내 검증을 통해 당사는 생산 라인을 계속 가동하고 품질 표준을 지속적으로 초과하는 안정적이고 반복 가능한 5축 정밀도를 제공합니다.
| 매개변수 | 세부 |
| 모델 | 마이크로5 |
| 코어 포지셔닝 | 초소형 및 고가치 부품의 고역동성, 고정밀 가공 |
| 주요 정확도 | 반복능력0.0005mm, 포지셔닝 정확도< 0.002mm |
| 축 | 최대 속도60,000rpm |
| 구조 | 컴팩트한 총 중량 550kg; 60개 도구가 포함된 3중 도구 매거진; 팔레트 시스템은 6개의 영점 고정 장치를 수용합니다. |
| 에너지 및 환경 | 낮은 소비전력(<500W), 오일 미스트 수집기 포함 |
| CNC 시스템 | 베크호프(독일) |
| 여행(X/Y/Z) | 78/56/50mm |
| 일반적인 응용 분야 | 마이크로 엔지니어링 부품, 소형 귀금속 부품 |
| 매개변수 | 세부 |
| 모델 | DMU 105 모노블록 |
| 코어 포지셔닝 | 크고 복잡한 부품의 고정밀 5축 가공 |
| 축 및 연결 | 5축 동시 |
| 침대 구조 | GGG60 구상흑연주철, 기존 설계보다 40% 더 높은 FEM 최적화 강성을 갖춘 일체형 주조 |
| 주요 정확도 | A/C 축 직접 구동, 인덱싱 정확도 ±1 arc-sec; 최대 0.001mm의 테이블 위치 정확도 |
| 스핀들 시스템 | HSK‑A100 인터페이스, 출력 44kW, 토크 288Nm, 속도 범위 50‑10,000rpm |
| 여행(X/Y/Z) | 1,135mm / 1,050mm / 750mm |
| 주요 장점 | 열 대칭 설계로 열 변형이 감소합니다. 자동화를 위한 선택적 팔레트 교환장치 및 공정 내 측정 |
| 일반적인 응용 분야 | 정밀 5축 가공 부품 |
| 매개변수 | 세부 |
| 모델 | JDGR400T |
| 코어 포지셔닝 | 미크론 수준의 정밀도, 밀턴 복합 공정 지원 |
| CNC 시스템 | 자체 개발한 JD50, 모션 제어 해상도 10nm |
| 축 | JD150S 고속 전자 스핀들, HSK‑A50, 최대 속도 32,000rpm |
| 주요 정확도 | 미크론 범위의 반복성; AC 축 반복성 4″ |
| 로타리 테이블 | 이중 축 직접 구동, 분해능 0.0001° |
| 도구 매거진 | 체인 유형, 용량 63개 도구 |
| 주요 장점 | 기계 내 측정은 공구 및 공작물 오류를 자동으로 보정하여 배치 수율을 보장합니다. |
| 일반적인 응용 분야 | 정밀 5축 구성요소 |
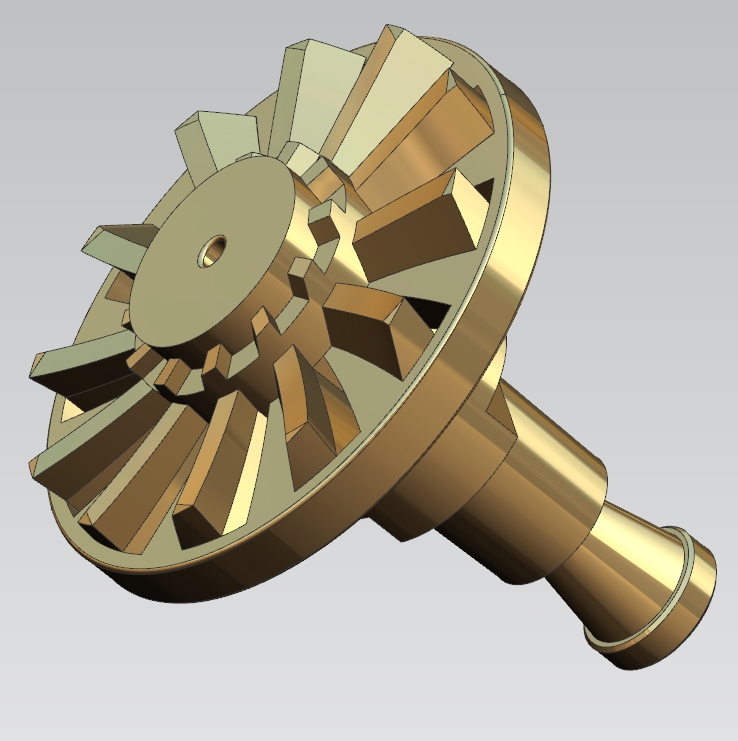
이 임펠러는 SUS316 오스테나이트 스테인리스강으로 제작되었으며 브라질 장비 제조업체의 유체 부스터 펌프에서 핵심 흐름 유도 부품 역할을 합니다. 고객은 이전에 세 곳의 작업장에 문의했지만 블레이드 변형, 동축 문제, 미세 구멍 막힘, 표면 마감 불량으로 인해 모두 실패했습니다. 그들은 Google 검색을 통해 우리를 찾았고 배치 일관성, 미크론 수준 공차 및 버가 없는 유체 접촉 표면이라는 세 가지 엄격한 요구 사항을 지정했습니다.
주요 도면 사양:
우리는 DMG MORI 5축 머시닝 센터를 사용하여 단일 클램핑으로 전체 임펠러를 완성하고 다중 설정 오류를 방지했습니다. 프로세스 단계:
지원 장비: 고압 절삭유, 공구 보정을 위한 Renishaw 공정 내 프로브, 부품 20개마다 자동 데이텀 설정.
| 매개변수 | 샘플 1 | 샘플 2 | 샘플 3 | 요구 사항 |
| 블레이드 외경 Φ31 | 31.004mm | 30.998mm | 31.001mm | ±0.01mm |
| 각도 75° | 74.78° | 75.12° | 74.95° | ±0.5° |
| 블레이드 두께 0.68 | 0.667mm | 0.679mm | 0.685mm | ±0.05mm |
| 마이크로 홀 Φ1.5 | 1.491-1.508mm(10개 구멍) | 위치 오류 최대 0.021mm | ±0.02mm | |
| 동축성(데이텀 A) | 0.003mm | 0.004mm | 0.003mm | 0.005mm 이하 |
| 페이스 런아웃 | 0.010mm | 0.013mm | 0.011mm | 0.015mm 이하 |
| 블레이드 표면 프로파일 | 최대 0.018mm | --- | --- | 0.02mm 이하 |
| 표면 거칠기(유체 접촉) | Ra 0.32‑0.38μm | 결합면 Ra 0.62‑0.75μm | ≤0.4 / ≤0.8 | |
| 경도(HV) | 190-210 | 동등한 HRC <6 | 7 이하 | |
클라이언트 결과:처음 50개 부품을 받은 후 고객의 제3자 검사를 통해 100% 규정 준수가 확인되었습니다. 이전 공급업체와 비교하여 진동은 70% 감소하고 소음은 16dB 감소했으며 미세 구멍이 막히지 않은 상태로 유지되었습니다. 이제 고객은 세 가지 임펠러 변형 모두에 대해 연간 주문을 했습니다. 서면 피드백: "스테인리스강 임펠러에서 본 최고의 치수 일관성."
10개월 사용 후 부식, 응력 변형 또는 반품 청구가 없습니다. 우리는 각 배치에 대한 전체 검사 보고서, 중요한 공차에 대한 100% 검사, 부적합 부품에 대한 무료 재작업을 제공합니다.
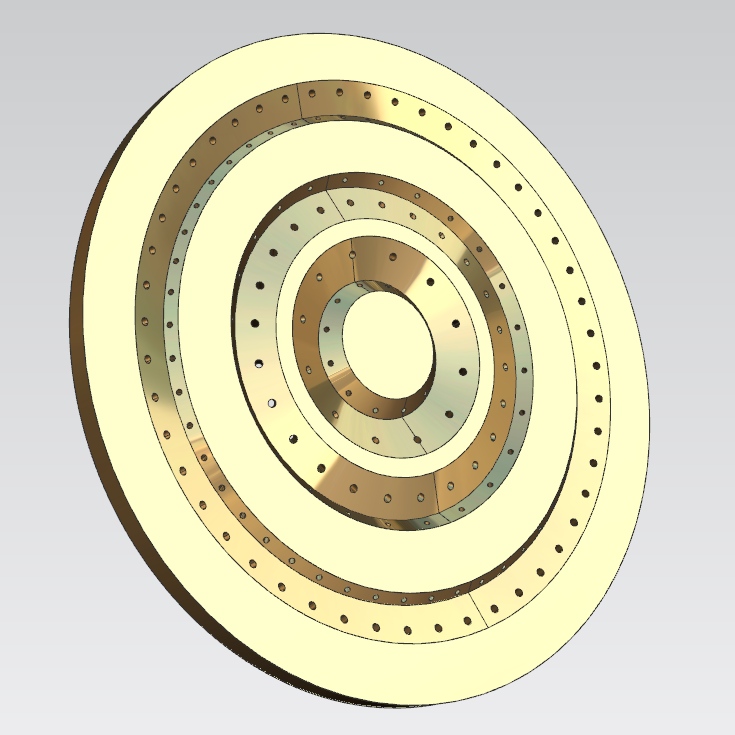
이 원형 다층 플랜지 베이스 플레이트(부품 번호 SLY033-04-03A)는 7075-T651 알루미늄 합금으로 제작되었으며 무게는 개당 0.849kg입니다. 이는 화학 기상 증착(CVD) 챔버 내부의 코어 캐리어 플레이트 역할을 하며 고진공 및 주기적인 온도 변화 하에서 웨이퍼 위치 지정을 지원합니다. 국내 반도체 장비 제조업체인 고객사는 이전에 평탄도, 홀 동축성, 씰 홈 거칠기 문제로 인해 수율이 60% 미만인 다른 두 상점을 시도한 적이 있었습니다. 그들은 추천 후 우리에게 접근했습니다.
주요 과제:
모든 작업은 단일 클램핑으로 DMG 5축 머시닝 센터에서 완료되어 여러 설정으로 인한 누적 오류를 제거했습니다. 프로세스 단계:
검사: Zeiss CMM, 거칠기 시험기, 진원도 시험기, 레이저 평탄도 게이지. 100% 초도품 검사, 배치 생산 시 15% 샘플링.
| 매개변수 | 측정값 | 요구 사항 |
| 베이스 평탄도(5점) | 0.007, 0.009, 0.006, 0.010, 0.008mm(최대 0.010) | 0.012mm 이하 |
| 3개의 동심 플랜지의 동축성 | 최대 0.006mm | 0.008mm 이하 |
| 맞춤핀 구멍 위치(8개 구멍) | 0.004-0.009mm | 0.01mm 이하 |
| O-링 홈 폭 | 3.997‑4.003mm | ±0.005mm |
| 그루브 바닥 평탄도 | 0.002mm | 0.003mm 이하 |
| 코너 반경 R0.8 | 0.798‑0.801mm | ±0.002mm |
| 홈 표면 거칠기 | 라 0.18μm | 0.2μm 이하 |
클라이언트 결과:첫 번째 기사 승인 후 고객의 제3자 연구소에서 보고서의 ±0.002mm 이내의 모든 데이터를 확인했습니다. 진공 챔버는 누출 없이 최대 압력 1×10⁻⁶ Pa를 달성했습니다. 수율이 58%에서 으로 증가했습니다.99.2%. 재작업 비용이 72% 감소했습니다. 단위당 조립 시간이 1.8시간에서 0.35시간으로 단축되었습니다. 50회의 열 사이클(-20°C ~ +120°C) 후 평탄도 변형은 0.011mm에 불과했습니다(이전 공급업체의 0.038mm와 비교). 이제 고객은 5축 가공을 위해 모든 진공 챔버 구조 부품을 우리에게 전달했습니다.
14개월 동안 연속 생산한 결과 치수 결함은 보고되지 않았습니다. 우리는 검사 데이터의 3년 추적성과 부적합 부품에 대한 6개월 무료 재작업 보증을 제공합니다.
우리는 DMG MORI, Bumotec 및 Mori Seiki 센터에서 동시 5축 밀링 및 턴밀 가공을 전문으로 하며 최대 60,000rpm의 스핀들 속도로 최대 이동 거리 1,135mm, 중량 2,000kg의 부품을 처리합니다. 당사의 5축 기능은 다음을 포함합니다.
모든 프로젝트에는 UG NX/Mastercam/Hypermill 프로그래밍, 전체 3D 시뮬레이션 및 Renishaw 공정 내 프로빙이 사용됩니다. 우리는 98.8%의 품질 합격률을 제공하고 Huawei, BYD 및 Mindray를 포함한 Fortune 500 고객에게 서비스를 제공합니다.
임펠러 및 진공 챔버와 같이 언더컷, 자유 형태 표면 또는 조밀한 동축성(<0.005mm)이 있는 부품의 경우 5축은 여러 설정을 제거하고 3축이 유지할 수 없는 공차를 달성합니다.
알루미늄(7075, 6061), 스테인리스강, 티타늄 합금, 인코넬, 구리 합금, PEEK 및 귀금속 - 각각 전용 공구 경로와 절삭유가 제공됩니다.
표준 OD ±0.005mm, ID ±0.01mm, 동축성 ≤0.01mm, 위치 공차 ≤0.01mm; Zeiss CMM 및 레이저 간섭계로 검증되었습니다.
응력 완화 어닐링, 맞춤형 진공 고정, 적층 절단(깊이 0.15mm 이하) 및 대칭 공구 경로 - 300mm 스팬 부품에서도 0.010mm 이내의 평탄도를 유지합니다.
100% 초도품 CMM 검사, 15% 배치 샘플링, 모든 배송에 대한 전체 치수 보고서 - 기록은 18개월 동안 보관됩니다.
일반적으로 복잡성과 수량에 따라 3~20일 정도 소요됩니다. 긴급 프로토타입의 경우 영업일 기준 5~7일 정도 소요될 수 있습니다.


주소
중국 광둥성 심천시 광밍구








